CBN hardened cutting technology
In modern bearing manufacturing, the hard tuning technology is a more cost effective solution compared to conventional grinding. Hard turning can
shorten the machining time and reduce the costs by 70% or more, while improving flexibility, increasing the quality and reducing the working period.

What is CBN hardened cutting technology?
Typically, after turning the material hardness exceeds 45HRC
(it is usually in the range of 55-68HRC) is defined as hard
turning. In the bearing industry, the hardness of the bearing
groove is commonly at 58-64HRC after heat treatment. The
traditional process is grinding to achieve the size and roughness
of the groove surface; however cubic boron nitride (CBN)
provides a brand new solution. CBN material has excellent hot
hardness,which could be used at very high cutting speed and
also exhibits good toughness and thermal shock resistance.
CBN hardened cutting technology generates high temperature
during the cutting of the tool and the work-piece, reaches a
phase transition temperature, which tamper and soften the
cutting portion and makes the cut,therefore ensure the size,
roundness and roughness of the bearing grooves.
|
 |
Advantages of CBN hardened cutting technology
|
|
● Dimensional accuracy of the machined surface
CBN machining dimensions have high stability. In hard turning process,
most of the heat of the cutting work-piece has been cut away, which
avoids the surface prone to burn and crack during the grinding process,
to ensure the dimension of the bearing surface, the roundness of the
bearing groove and other parameters. Meanwhile CBN hardened cutting
can complete the processing to multiple surfaces in a single setup, which
avoid the errors generated by multiple setups.
|
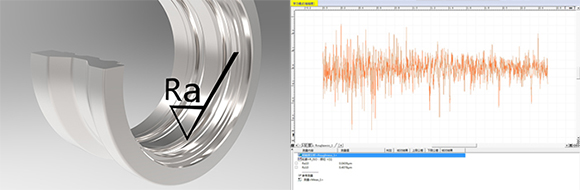
● Surface roughness
Grinding at relatively high feed rates provides a good surface
roughness,however CBN hardened cutting provides a same
or better surfaceroughness with higher cutting efficiency,
therefore use turning instead of grinding.
|
|
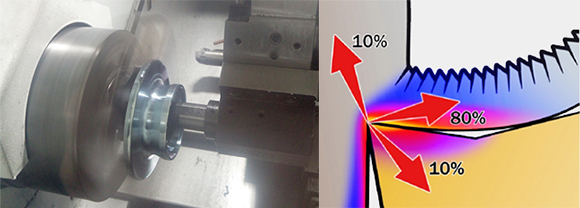 |
● Clean machining process
The traditional grinding requires a large amount of cooling liquid to ensure
the part surface does not produce burns. CBN hardened cutting increases
the temperature of the cutting portion, tempering and soften the work-piece
to remove material; therefore CBN hardened cutting technology eliminates
the associated cooling system and reduces the cost of cooling liquid. Most
of the heat generated in hard cutting process was taken away with the chips;
the heat is usually assigned to machining chips (80%), work-piece (10%)
and the blade (10%).
|
Factors affecting CBN hardened cutting technology
|
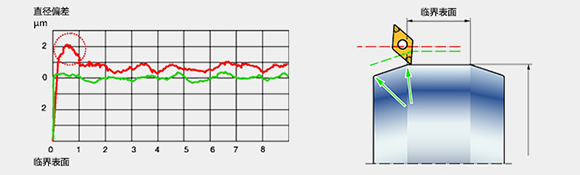
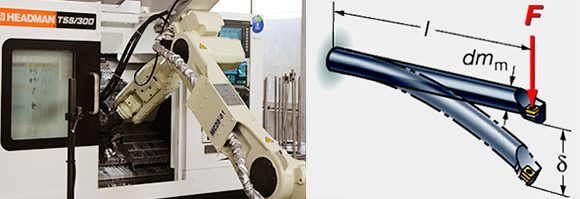
● Equipment and fixture
Compared with the general turning, hard turning cutting force
will increase by more than 50%, the power required for
cutting increases about 2 times, therefore the hard turning
need higher requirements for the machining equipment, such
as the rigidity of the system, the power of the machine and so
on. In order to make the quality of the surface comparable
with the grinding,the radial and axial runout must be kept
within 0.005mm, had a digital linear measuring system and
good temperature compensation, and must avoid crawling.
Hard turning can also be cooperates with industrial robots
and automatic loading devices, to maximizing the process
efficiency.However it must avoid the chip warp of work-piece
and fixture, so that we use high-pressure air to achieve the
desired effect.
The position of the work-piece and tool is also an important
factor of the hard turning technology. For clamping the
work-piece, generally the recommended slenderness ratio is
no more than 2:1 for the work-piece which is one end
supported from the fixture. If there is additional tailstock
support, this ratio can be increased. For clamping the tools,
all overhang of the tool need to be minimized in order to
maximize the overall rigidity. We can use carbide alloy shank
for inner ring turning.
|
|
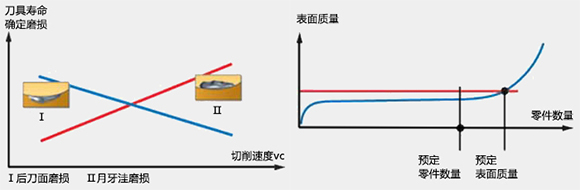 |
● Cutting parameters and tool life
In CBN turning, the high temperature of the cutting area reduces the
cutting force, thus cutting speed too low will result in insufficient heat
generation, which cause blades to crack. The wear of the blade crescent
will affect the strength of the blade; however it will not produce the
same degree of influence on the quality of the cutting surface, oppositely
the wear of the shank will gradually affects the dimensional tolerances.
Ensuring the surface roughness is the tool change principle. The usual
method is to given a roughness limit in the design process, then measure
the roughness of the surface for each shift; when the roughness reaches
the set value, we change the tool. For a mature technology, we set the
predetermined number of pats processed 10%-20% less than the average
tools life. The exact value need to determine depending on the
circumstances. Brand tools relatively have stable quality, which can
ensure the implementation of the processing setting.
|