动态扭矩检测技术
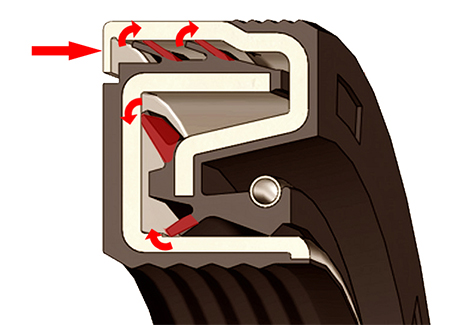
农业轮毂单元的工作环境非常恶劣,长期处在粉尘和泥浆的环境中,这就轮毂单元拥有更出色的密封结构。为了满足苛刻的密封要求,一般的做法是采用多唇口骨架油封,多唇骨架油封的多唇口结构可以有效的形成气腔,可以有效地阻挡外来的泥浆和粉尘。
密封效果和扭矩有什么关系?
轮毂单元的扭矩主要来自两个部分,轮毂单元的自身扭矩和密封件产生的扭矩。在一定的锁紧力作用下,轮毂单元自身旋转产生的扭矩变化极小,一般小于0.1Nm。更多的扭矩来自于密封件本身,密封件按照实际需求设计的唇口,在油封组合装配后会产生一定的过盈量 α,同时产生一个合理扭矩α Nm,它可以使密封结构处在一个合理的状态并发挥作用。
| 但实际的情况,由于轮毂单元和油封的内圈和外圈制造公差导致油封的内外圈在 装配后会产生不同的轴向偏移 β(如图中红色部分),这会导致油封唇口的过盈 量α变大或变小,同时带来扭矩α Nm的变大或变小。过盈量α变小,唇口对泥浆 和粉尘的阻挡作用就大大削弱;过盈量α变大,轮毂单元的旋转会加剧唇口摩擦 生热,使唇口迅速磨损,更可能由于矩α Nm的过大造成轮毂单元的抱死。 |
 |
动态扭矩检测技术
CSELITE开发的动态扭矩检测技术可以通过对扭矩α Nm的检测来判断轮毂单元的油封装配是否处在一个合理的区间,最大程度的保证密封系统的有效性。

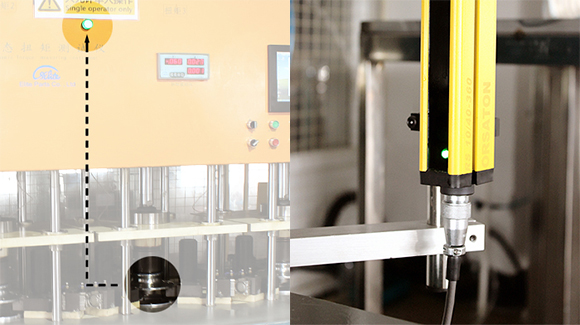
| ● 高精度的传感器 为了测量的准确性,传感器必须在长时间测量状态下保持极佳的灵敏度,传感器 需要将微弱的脉冲信号放大,并实时正确显示在仪表上。而传感器的取样时间也 是一个重要部分,CSELITE通过大量的实际对比测试,去除了在测量的开始后和 结束前的一段不稳定数值,以保证测量数值的准确性。 机械部分的精度同样也至关重要。得益于CSELITE的加工能力,机架部分拥有很 高的尺寸精度和同轴度。 |
 |
 |
● 多工位测量 行业内对待扭矩检测一般是采用抽样的方式,但最大程度保证密封结构的可靠 性就必须对轮毂单元进行全检,而测量的效率很大程度上制约了生产的节奏。 CSELITE采用四工位同时测量的方法,大幅压缩了测量的时间。四工位同时测量 必须保证液压和气压系统动作的一致性。 |
| ● 数据的自动采集 对于测量得到的扭矩数值,系统会自动将测量出的实时数据显示在扭矩检测仪和 扭矩检测软件上,绘制出扭矩变化曲线。测量结束后系统将数据自动保存,确保 测量数据的可追溯性。 |
 |
 |
● 防护装置 为了保护操作人员和传感器结构的的安全,CSELITE使用电磁感应和光栅感应 保护装置。在动态扭矩检测机运行过程中,光栅感应保护装置不间断检测是否 有物体靠近,并能及时停止运行,保护操作人员的安全。 |
| 电磁保护系统会检测在工件的放置位置,放置不到位则磁感应开关无法导通,面 板指示灯不亮,测量程序无法启动。 |
 |